Heat-sensitive protection
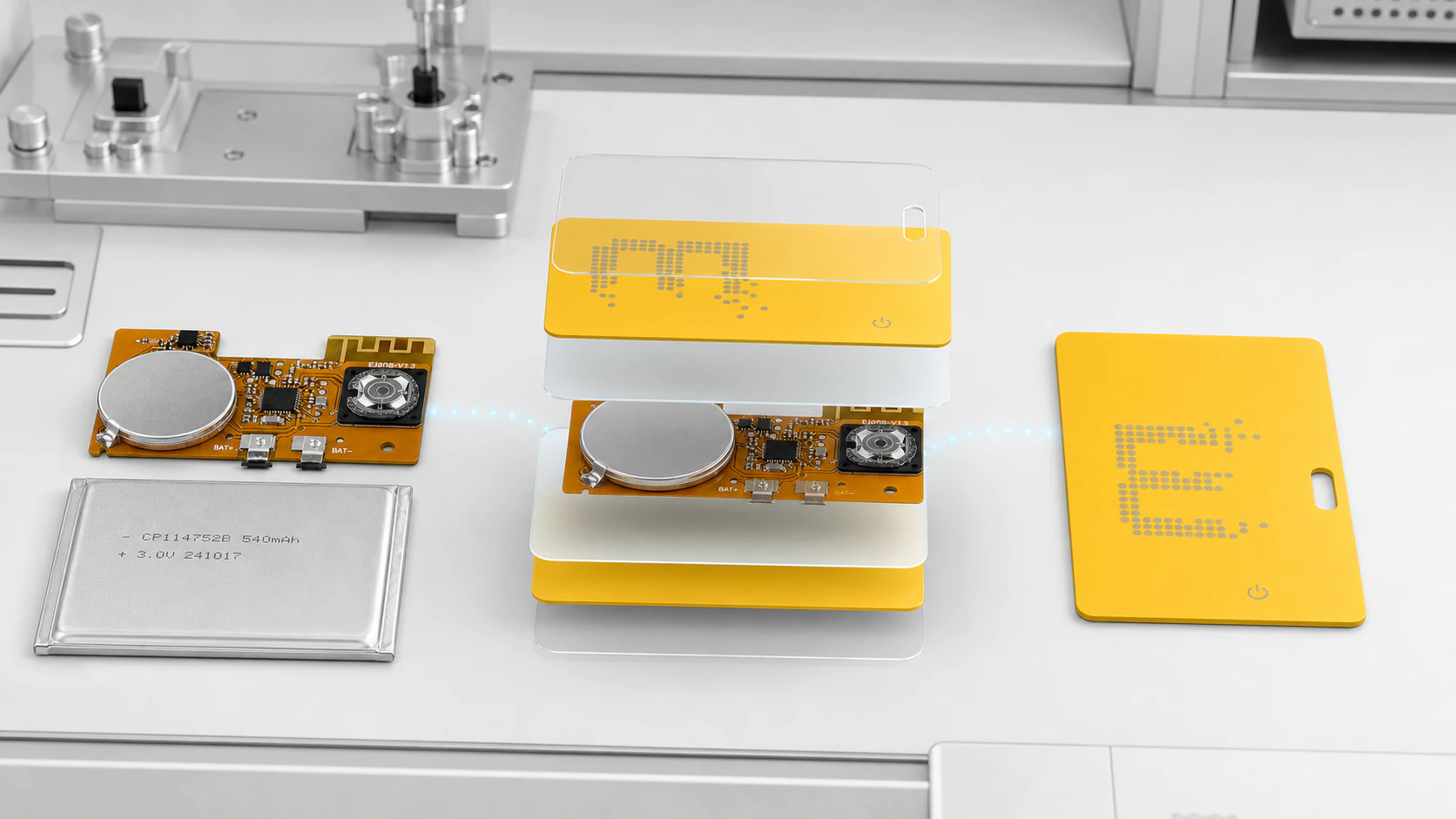
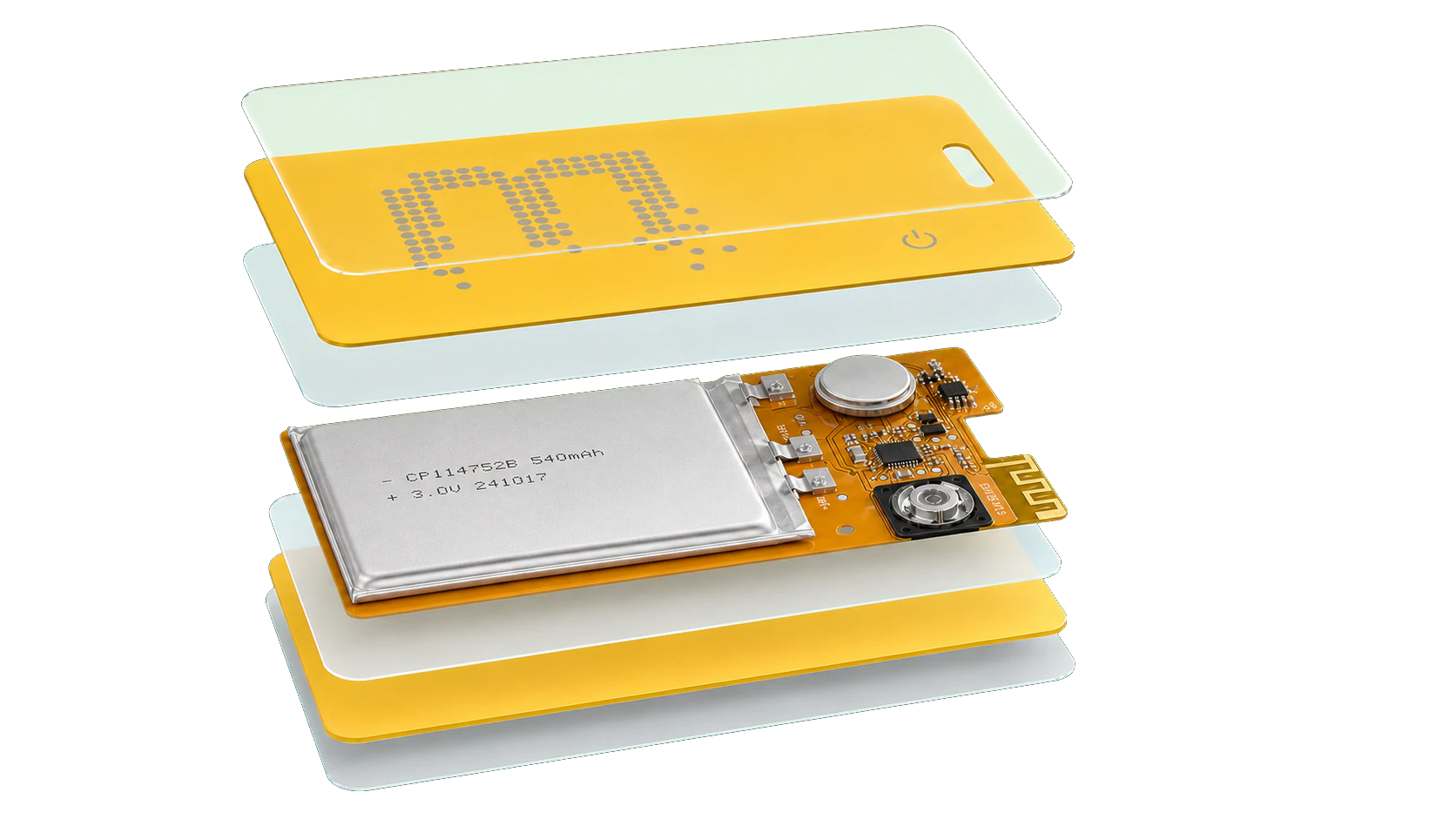
E-paper, batteries, buzzers, and some sensors are temperature-sensitive. Cold pressing reduces high-temperature manufacturing risk.
 Yuli Intelligent
Yuli Intelligent
Advanced Cold Press / Process Comparison
Hot lamination fits simpler cards with clear heat tolerance. Cold pressing fits PCBA, ultra-thin batteries, e-paper, buzzers, sensors, and multi-wireless modules.
Hot lamination suits simpler, heat-tolerant card structures. Cold pressing is preferable when a product contains heat-sensitive parts, multiple modules, tight thickness limits, or several finish variants.
| Cold press fits | PCBA, ultra-thin batteries, buzzers, e-paper, NFC/BLE, UWB, LoRa, photovoltaic layers, and sensors. |
|---|---|
| Hot lamination fits | Traditional cards with a simpler structure, clear heat tolerance, fewer electronics, and a mature production process. |
| Selection basis | Component heat tolerance, target thickness, module count, finish variants, test requirements, and expected volume. |
E-paper, batteries, buzzers, and some sensors are temperature-sensitive. Cold pressing reduces high-temperature manufacturing risk.
Multi-component, multi-window, multi-antenna, and multi-material products benefit from flexible potting and room-temperature pressing.
Cold pressing supports faster validation of finish, thickness, and function combinations with lower early mold investment.
Process Window
The process name alone does not determine the result. Review component temperature limits, material cure or softening conditions, pressure transfer, module height, antenna and acoustic space, target thickness, and reliability requirements together.
| Dimension | Cold-pressed card | Hot-laminated card | Required evidence |
|---|---|---|---|
| Temperature exposure | Room-temperature potting, curing, and pressing reduce high-temperature exposure for sensitive modules. | Layers are laminated under heat and pressure; actual temperature and dwell depend on sheets, films, and equipment profile. | Component datasheets, material TDS, measured thermal profile |
| Module fit | Better suited to complex stacks with PCBA, thin batteries, e-paper, buzzers, sensors, and multiple radios. | Fits simpler, flatter layered cards with known heat tolerance; complex modules need dedicated protection validation. | Module list, height map, sensitive zones |
| Material and filling | Encapsulant fills around components and bonds face sheets; voids, overflow, and cure consistency must be controlled. | Thermoplastic sheets or films bond under heat and pressure; flow, shrinkage, warpage, and interlayer adhesion must be controlled. | Material lot, mix ratio, thickness, cure/lamination profile |
| RF and acoustics | Encapsulant, face sheets, battery, and sound opening affect antenna and buzzer behavior, requiring before/after tests. | Dielectric properties, layer spacing, and dimensional changes can affect antennas; acoustic modules also need finished-product validation. | BLE/NFC, SPL, and finished-product records |
| Appearance and variants | Supports multi-finish and pilot appearance variants; fixtures and face sheets still follow the structure. | Mature standard-card stacks support stable volume; material, window, or module changes require window reconfirmation. | Finish variants, volume, windows, tolerance drawing |
Thickness reference
Selected cold-pressed card products commonly fall within 0.76–2.0 mm, while injection-molded thick cards are often referenced at 3–8 mm. These ranges describe different product forms; the final thickness is confirmed from the actual component stack and prototype.
Process Selection
Start with component and material tolerance to the intended thermal profile, then review structure complexity, target thickness, and production plan. Do not decide from process names without material data and prototypes.
Collect limits for battery, e-paper, sensors, connectors, and adhesives.
Mark height, antenna clearance, acoustic cavity, windows, and local stress.
Lock materials, equipment profile, and fixtures; compare before and after.
Use dimensional, appearance, RF, acoustic, power, and reliability results.
FAQ
No. Simple, heat-tolerant, mature standard cards may use hot lamination. Cold pressing deserves priority for heat-sensitive modules, complex stacks, and multi-finish pilot runs.
Not necessarily. Review thermal and pressure limits, protection, board thickness, and test results. Cold pressing reduces heat exposure and supports complex filling, but does not replace validation.
Keep material specifications, equipment profiles, sample IDs, and before/after tests showing that dimensions, appearance, function, RF, acoustics, and reliability meet project criteria.
Share the product form, module list, target thickness, finish variants, and expected volume. Yuli will recommend the suitable process from the actual structure.